Drum prüfet, was ihr ewig bindet…
Bisher habe ich immer einen Kumpel „bemüht“, wenn ich irgendwas aus Aluminium geschweißt brauchte. Der kann das richtig gut und hat auch die entsprechende Ausrüstung.
Hier mal ein Beispiel 15x15x1 und 35x35x2, was wir als Test für meinen ersten Dobson geschweißt hatten…

Jetzt überlege ich schon seit längerem ein WIG-Gerät mit AC Funktion zu kaufen aber das geht ganz schön ins Geld und lohnt sich daher eigentlich nicht,
wenn man nur hier und da mal einen Hutring oder eine Spiegelzelle zu bauen hat.
Ich habe schon oft im Internet gelesen und Videos gesehen, dass Alu auch gelötet werden kann und die Lötnaht angeblich mehr aushält,
wie das Material. Man braucht nur einen kleinen Brenner, Alu-Lot und los geht’s.
Das klang erst mal gut aber ist doch nicht ganz so einfach. Es gibt Reibe-Lot, Kapillar-Lot, Hart- und Weich-Lot, flussmittelhaltiges und ohne, dafür das Flussmittel einzeln [xx(].
Also erst mal Grundlagen studieren…
Das Problem beim Verbinden von Alu ist die Oxidschicht, die verhindert, dass das Lot mit dem Aluminium reagiert.
Wenn man die wegkratzt bildet sie sich durch den Kontakt mit Sauerstoff einfach neu.
Beim Schweißen ist sie kein Thema, da das Material schmilzt (mit Wechselstrom). Beim Löten wird sie aber zum Problem,
Alu schmilzt bei 580-660 Grad, die blöde Oxidschicht gibt aber erst bei ca. 2.000 Grad auf.
Zu dem ganzen Lot-Zeugs…
Die Reibe-Lote kann man wie der Name schon sagt unter Hitze in die Lötstelle einreiben bzw. einkratzen (Letzteres um die blöde Oxidschicht zu brechen).
Man kann sie auch nehmen um bestimmte Stellen oder Löcher zu füllen. Die Kapillarlote „zieht“ es so zusagen in die Lötstelle.
Das Flussmittel, im Lot oder extra ist jetzt der Knackpunkt. Es setzt die Schmelztemperatur der Oxidschicht runter
und löst sie chemisch auf und das macht die Sache angeblich einfacher.
Also habe ich mir mal ein Test-Set bestellt…

Da sind verschiedene Lote drin, Hart- und Weich-Lot, welches mit Flussmittel und welches mit separatem Flussmittel.
Am meisten hat mich das Weichlot mit integriertem Flussmittel interessiert, da man bei dem alles in einem hat und nur noch den Brenner braucht.
Hart- und Weich-Lote unterscheiden sich in der Temperatur bei der sie verarbeitet werden und Weichlot soll etwas einfacher gehen, da Hartlot nahe dem Schmelzpunkt von Alu liegt.
Als Brenner habe ich so einen einfachen Kartuschenbrenner allerdings mit Piezo-Zündung, die macht das Arbeiten angenehmer.

Kam 25€ mit 5 Kartuschen. Das Lot kostet je nach Art zwischen 5 und 15€ und wird meistens als Meterware angeboten.
Weiterhin braucht man auf jeden Fall noch eine Schutzbrille!
Zum Test aus ATM-Sicht…
Zuerst 15x15x1 z.B. Hut für Dobson…

Man soll laut Anleitung verhindern, dass die Hitze aus dem Material entweicht und möglichst keine Metallunterlage verwenden. Holz ist aber auch nicht der Bringer…

Ich habe dann einfach im Schraubstock weiter gemacht und kann schon mal sagen es geht gut.
Zum Löten an sich…
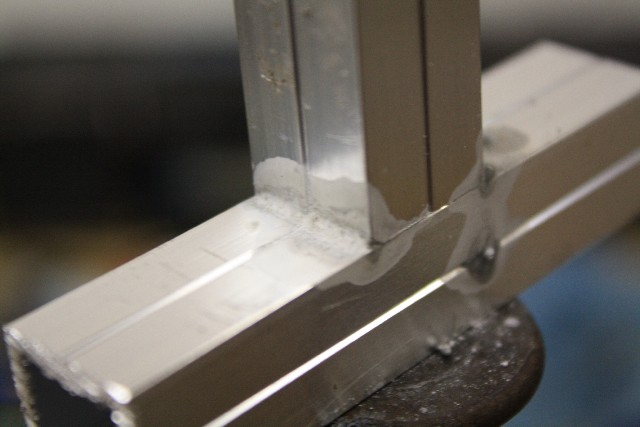
das wollte erst mal gar nicht klappen. Laut Anleitung Material gleichmäßig erwärmen etwas Lot hinzugeben. Das Flussmittel perlt kurz, wird fest und wenn die richtige Temperatur erreicht ist, wird es wieder flüssig und dann soll Lot eingebracht werden. Das endete erst mal immer wie im Bild oben. Das Lot bildete Perlen oder platzte wieder komplett aus der Lötstelle.
Fluchen-probieren-fluchen-probieren…
Irgendwann ist dann der Knoten geplatzt. Es lag an der Temperatur. Das Flussmittel wurde zwar wieder flüssig, was ja die richtige Temperatur anzeigen soll aber man muss noch einen weiteren Moment „voll drauf halten“. Um mit einmal geht’s.
Hier mal 2 Stück 2mm Flachmaterial am Ende zusammengelötet. Noch total unsauber aber es ist einfach Übungssache den genauen Punkt für das Lot zu finden…

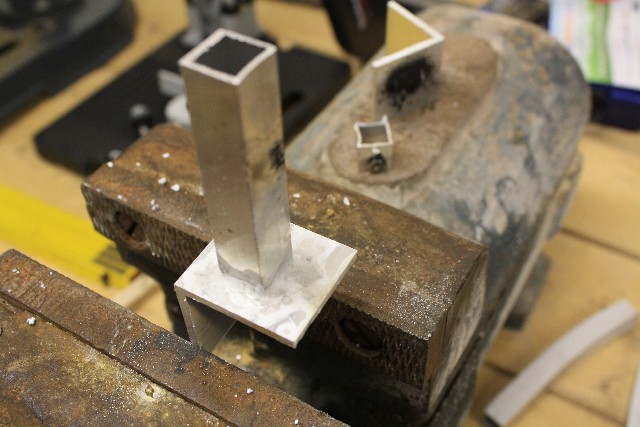
Hier mal unterschiedliche Dicken. 15x15x1 auf 3mm…
und hier mal 15x15x1 wie man es bei einem Hut verwenden könnte. Normalerweise habe ich nur AlMgSi blank. Das hier ist ein eloxiertes Teststück was ich mal für einen Biegeversuch (Hut) im Baumarkt gekauft hatte. Die eloxierte Schicht habe ich etwas abgefeilt…

Gut, irgendwie scheint es ja zu halten aber reicht es für die Verwendung am Teleskop? Bisher dachte ich immer „Eine Schweißnaht ist eine Schweißnaht!“ aber seht selbst...

Das ist mit beiden Händen auseinandergebogen. Das kann man sogar mehrmals hin- und herbiegen!

Um die Zange rauszubekommen musste ich es sogar hin- und her verdrehen.

Das dünne Zeug war nur an einer Seite verlötet! Es bricht aber nicht ab sondern reißt ein.

Wenn solche Kräfte an einem Hut aus 2 Ringen auftreten ist eh alles zu spät.
Da man nur einem Brenner, Lot und eine Schutzbrille braucht und natürlich etwas üben muss, würde ich sagen das Alu-Löten ist voll ATM-tauglich.
Ich bin echt überrascht wie gut das hält. Meine Frau nicht. Als ich das Ergebnis voller Stolz präsentierte kam „WAS, mit der Hose!“ [8D].
Gut - das Lot kam heute und der erste Weg ging nach der Arbeit gleich in den Keller. Es musste ja getestet werden.
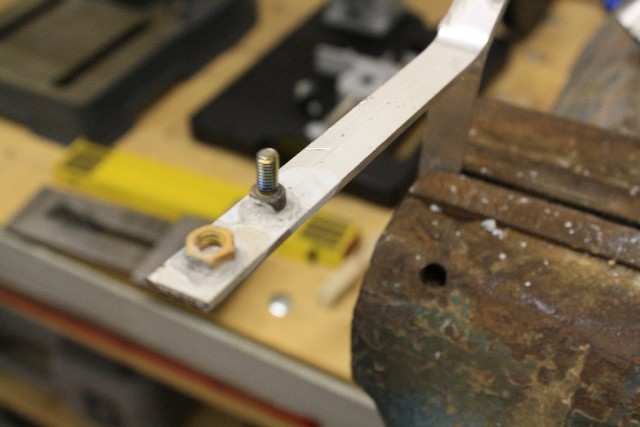
Was auch gehen soll, ist Messing auf Alu. Ich werde morgen mal versuchen eine Mutter aufzulöten. Gewinde kann man ja immer brauchen und oft ist am Alu so wenig „Fleisch“.
Ich muss aber noch etwas üben, damit die Nähte besser werden. Ich habe heute eine halbe Stunde probiert aber hauptsächlich um das Feeling für die Temperatur zu bekommen. Ich denke nochmal ne halbe Stunde und man kann die Nähte zeigen…
Schöne Grüße aus dem Vogtland!
Marcel